- Yeni Sanayi Sitesi, İmalat 3. Sokak M9 Blok No:56 Çorlu/Tekirdağ
-
Mail
[email protected]
-
Telefon
0 282 673 80 89
- Teklif İste
Lazer Saç Kesim
Lazer Saç Kesim
Lazer Saç Kesim
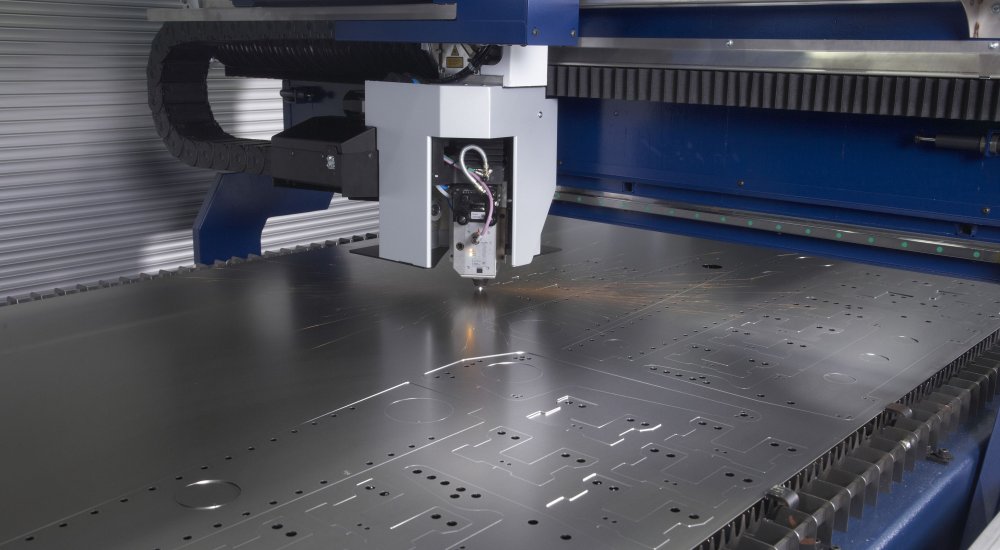
Temel olarak, lazer sac kesim iki ancak aynı anda çalışan alt süreçten oluşur. Bir yandan, kesim cephesine odaklanan lazer ışını emilir, bu da lazer kesim için gerekli enerjinin uygulanmasıyla sonuçlanır. Öte yandan lazere eş merkezli olarak düzenlenen kesme nozulu, lazer kesim için gerekli olan üfleme veya proses gazını sağlar. Bu gaz, işleme kafasını sıçramalardan ve buharlardan korumaktan ve kerften fazla malzemeyi çıkarmaktan sorumludur. CNC lazer kesim sırasında ilgili bağlantı malzemesinin toplam durumu, kullanılan işlem gazının türüne ve etkin aralıkta ulaşılan sıcaklığa bağlıdır.
Lazer özellikli malzemeler ve kesim kalınlıkları
Şu anda, çelik için maksimum işlenebilir levha kalınlığı yaklaşık 40 milimetredir. Alüminyumun lazer kesimi için maksimum plaka kalınlığı 20 milimetredir . Bunun nedeni, alüminyumun ve bakırın kesilmesinin daha karmaşık olmasıdır. Lazer tarafından sağlanan radyasyonun büyük bir kısmı sürecin başlangıcında yansıdığından, malzemeye nüfuz etmek için önemli ölçüde daha yüksek bir güç veya güç yoğunluğu gerekir. Kesme kanalındaki güç bileşeni emilse bile kesme performansı, demirli malzemelerden önemli ölçüde daha düşüktür. Bu, bakır ve alüminyumun önemli ölçüde daha yüksek termal iletkenliğinin ve destekleyici oksidasyonun gerçekleşmemesinin bir sonucudur.
Yüksek ısı iletkenliğine sahip bakır, alüminyum ve diğer metallerin lazer kesim için, CO 2 -lazer kullanılamaz veya sadece sınırlı bir ölçüde kullanılabilir. Bununla birlikte, bu sadece daha yüksek termal iletkenlikten değil, aynı zamanda etkili radyasyonun büyük bir bölümünün yansımasından kaynaklanmaktadır.
Piercing, hem lazer füzyonlu kesimde hem de lazer kesimde çok zaman alıcı olduğu için sorunludur. Bunun nedeni, lazer kesimin düşük ortalama lazer gücü ile darbeli modda gerçekleşmesi gerektiğidir. Odaklama optiğine zarar verebilecek ve güçlü bir geri yansımaya neden olabilecek metal sıçramalarını önlemenin tek yolu budur.
Ancak son teknoloji lazer makineleri, deliği tespit etmek için kullanılabilecek sensörlerle donatılmıştır. Bu sadece zamandan tasarruf sağlamakla kalmaz, aynı zamanda malzemenin kesimin başlangıcında tamamen delinmemesini de sağlar. Çeliğin lazerle kesilmesi, yüksek sıcaklık değişimlerinden dolayı kesme kenarlarında sertleşmeye neden olur. Malzeme sonradan işlenecekse, bu sorunlara neden olabilir.
Lazer sac kesimin avantajları
• Yüksek malzeme kullanımı nedeniyle ekonomik verimlilik
• Aynı lazer ışını kaynağı ile tek işlemde markalama/kazma ve kesim
• Neredeyse tüm malzemeler işlenebilir
• Yüksek esneklik
• Düşük minimum miktarlar
• Malzemeye bağlı olarak, yeniden işleme gerekmeden dar, temiz kesme kenarları